
猜你喜欢
一
硅基负极是负极升级新方向
快充是电车行业发展趋势,负极是决定快充性能的关键材料。随着电池技术的发展,新能源汽车的续航里程不断提升,与油车差距缩短,续航焦虑逐步缓解,但充电焦虑仍是行业需要解决的另一大痛点,故发展快充技术是当前行业趋势之一。快充的目的是提高电动车充电效率,其本质是提高充电功率,目前有增大充电电 流和提高充电电压两种方法。从电池端来看,据中南大学《盘点五类快充负极材 料》,快充电池需要在电池材料上做出改变和升级,电池的快充性能短板在负极, 它是电池充电倍率的决定因素,负极对快充的影响强于正极。
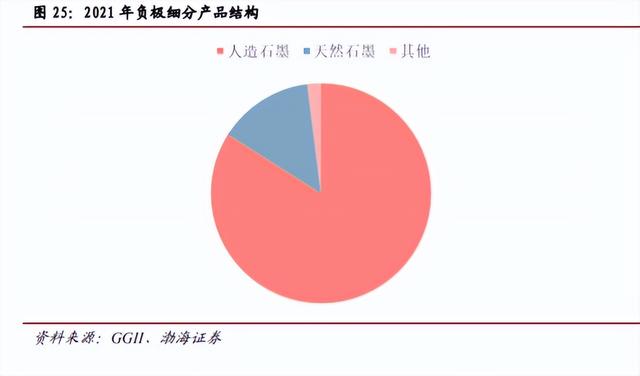
当前主流石墨负极比容量接近极限,且快充性能差。目前锂离子电池负极材料以石墨类为主,现阶段市场上的石墨负极产品比容量基本均在 350mAh/g 以上,接近理论比容量上限 372mAh/g,为顺应电池提升能量密度的发展趋势,需要研发 更高比容量的负极材料。另外,石墨材料较慢的嵌锂过程阻碍了锂离子电池的快 充应用,主因石墨负极存在析锂问题,会影响动力电池的使用寿命,同时析出的锂金属会以枝晶的形式生长,容易刺穿隔膜,引发电池内部短路,造成严重的安全问题。
硅基材料比容量极高,快充性能好,有望成为新一代负极。硅基材料相较石墨材料优势显著:(1)硅材料拥有的理论质量比容量高达 4200mAh/g,是石墨材料的 10 倍以上;(2)硅能从各个方向提供锂离子嵌入和脱出的通道,快充性能优异;(3)硅的对锂电位高于石墨,充电时析锂的可能性不大,安全性更高。硅基材 料的这些优势满足了新一代负极材料的发展需求。
硅基材料存在首次库伦效率低、倍率性能和循环性能差等问题。
(1)硅在嵌锂过程中将会出现严重的体积膨胀和结构变化,体积膨胀产生的机械应力不断破坏硅 颗粒表面的 SEI 膜,多次循环最终导致锂离子消耗殆尽,循环性能变差;
(2)电解液 6 分解产生的微量 ,会对硅造成腐蚀导致硅负极的容量发生衰减,使 得电池的首次库伦效率偏低;
(3)由于硅是半导体材料,电子电导率和离子电导率低影响其电级反应速率,使得倍率性能变低。
二
硅基负极的制备工艺及性能优化路径
主流硅基负极为硅碳复合材料与硅氧复合材料。由于硅有体积膨胀的问题,目前 主要通过硅与其他材料混合制成复合材料来抑制体积膨胀,碳材料在充放电过程 中体积变化较小,具有较好的循环稳定性能,且硅与碳化学性质相近,二者能紧 密结合,因此碳常用作与硅复合的首选基质。目前,主流硅基材料有硅碳复合材 料与硅氧复合材料,其中硅碳负极是指纳米硅与石墨材料混合,其克容量更高, 首次效率高,但体积膨胀较大导致循环性能相对较差;硅氧负极则采用氧化亚硅 与石墨材料复合,其体积膨胀大大减小,故循环性能更好,但首次效率较低。
目前国内的主流制备工艺为机械球磨法。从制备工艺上看,制备工艺主要有机械 球磨法、化学气相沉积法、溶胶-凝胶法、高温热解法,其中机械球磨法对设备要 求较为简单,制造成本较低,在国内工业化生产中更为主流。
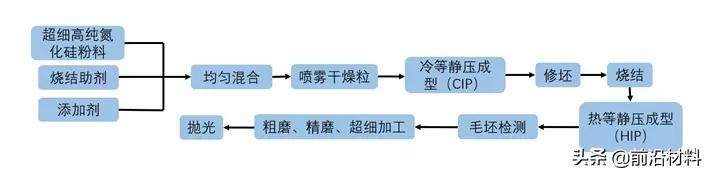
制备不同硅基负极的前端工序有所不用,而后端工序基本相同。由于硅碳负极和 硅氧负极分别采用纳米硅和氧化亚硅与石墨混合,故两种负极材料的前端程序不 同,而后端工序(前驱体的表面处理、筛分、除磁包装、成品)基本相同。硅碳 负极方面,其生产工艺的核心难点在于纳米硅粉的制备,纳米化可以缓冲硅在脱 嵌锂离子过程中产生的应力和形变。硅氧负极方面,其氧化亚硅前驱体制备更加 复杂,需利用二氧化硅和单质硅作为原料制备,然后进行后续工艺。

成本较石墨更高,规模化下成本有望降低。由于硅料的价格高于石墨,故硅基负 极的材料成本高于石墨负极,当前硅料价格较高的原因主要是光伏行业需求旺盛 所致,考虑到当前上游硅料端的企业正在积极布局扩产,未来随着产能的逐步释 放,硅料价格有望理性回归。另外,由于硅基负极对生产设备的要求较高,也导 致其单吨投资额(约 4-5 亿元/吨)高于石墨负极(约 3-4 亿元/吨),根据产业反 馈,规模化投产后,硅基负极投资额会逐步下降。
考虑到两大硅基负极材料的不足,当前行业的优化方向主要是解决硅碳负极的低 循环寿命问题和硅氧负极的低首次效率问题:
1、硅碳负极优化:通过缩小硅粉的硅粒尺寸提升循环寿命。硅碳负极循环寿命 低的原因是由于其体积变化率大,致使负极材料粉化、脱落,使电池失效。目前 行业主要通过缩小硅粒尺寸来解决,研究表明,随着粒径减小,循环性能相应提 升,其核心在于硅粉制备工艺的升级改进。
国内纳米硅粉制备以球磨法为主,海外制备技术领先。目前,纳米硅粉的制备方 法主要有机械球磨法、化学气相沉积法、等离子蒸发冷凝法三种。西方国家工业 生产纳米硅粉的起步较早,日本帝人、美国杜邦、德国 H.C.Stark、加拿大泰克 纳等均能够应用等离子蒸发冷凝法生产多种不同粒度的高纯纳米硅粉,生产技术 方面处于世界地位。国内对纳米硅粉的研制起步较晚,制造水平相对落后,通常 采用机械球磨法合成纳米硅粉,化学气相沉积法和等离子蒸发冷凝法仅处于实验 水平,无法达到批量化生产,未来随着对新工艺的不断探索,有望实现高性能纳 米硅粉的国产化突破。
2、硅氧负极优化:通过预锂化工艺提升首效。硅氧负极首效低其嵌锂机制密切 相关,硅氧材料在首次嵌锂过程生成的不可逆的 Li4SiO4 和 Li2O,消耗了大量的 锂,导致了其首效低。另外,SEI 的形成和界面副反应、材料体积膨胀效应大和 固有电导率低也导致了收效降低。业内主要通过预锂化,在电池组装之前对材料 进行补锂,以弥补首次充放电的不可逆损耗。
稳定金属锂粉预锂化应用较多,规模化后成本有望下降。预锂化方式主要包含锂 化添加剂法、自放电预锂化法、电化学预锂化法和化学预锂化法。采用稳定的金属锂粉进行预锂化是目前商业化最有效、最直接的方法,但对环境的生产环境的 水分、氧气要求苛刻,需要研发密闭的混浆设备,因此成本也较高,但规模化后 成本有望下降。
三
4680 快充带动需求,行业正处产业化初期
新一代 4680 电池推出,有望成为动力电池主流之一。2020 年 9 月特斯拉在电池 日上公布 4680 电池,相比上一代 2170 电池,4680 电池直径增加到 46mm,pack 系统管理难度减小,降低电池材料成本,每 kWh 成本下降约 14%;同时,4680 采用激光雕刻的无极耳技术,缩短电子运动距离,电池内阻减少,电芯容量提高 且更加安全,续航里程增加 16%,单体能量密度提高 5 倍,能量密度可达 300Wh/kg。优异的性能有望使 4680 电池成为未来动力电池主流之一。
4680 布局迅速推进,2023 年或为放量元年。特斯拉发布 4680 电池以来,国内 外各厂商迅速推进布局,从各个厂商公告来看,目前海外的特斯拉、松下、LG 布局进度较为领先,国内亿纬锂能也明确表示有 4680 电池的产能布局。从各厂 商产能规划进度来看,预计 2023 年有望成为 4680 电池放量元年。
硅基负极更适配圆柱电池,4680 电池有望推动硅基负极量产。硅基负极膨胀系 数较大,圆柱电芯相比方形电芯内应力分布更均匀,不易造成内部材料损毁,故 硅基负极更适合圆柱电池,早在特斯拉 Model3 的 2170 电池负极中,就有采用硅 基材料。同时,圆柱电池的成组效率较低,为了达到和方形电池相同的能量密度, 需要使用比容量更高的硅基负极。特斯拉推出的 4680 圆柱电池已明确搭配硅基 负极,4680 电池的量产有望推动硅基负极的应用。
2022 年后快充电车陆续推出,快充性更好的硅基负极有望受益。早在 2019 年保 时捷的 Taycan 全球首次推出 800V 高电压电气架构,搭载 800V 直流快充系统并 支持 350kw 大功率快充。进入 2021 年后更多车企加入高压快充路线,先后有 现代、起亚、比亚迪、长城、广汽、小鹏等车企布局高压快充,且蔚来和广汽埃 安等车企在电池技术上均提及硅负极,高压快充车型的量产有望带动快充性能更 加优秀的硅基负极需求。
预计 2025 年硅基负极的需求量有望达到 26 万吨。假设:
(1)据特斯拉公告,其 2022 年销售目标为 150 万辆,到 2030 年销售目标为 2000 万辆,考虑到特斯拉产能建设规划,我们预计 2025 年特斯拉销量有望达到 422 万辆;
(2)考虑到硅基负极高比容量、快充性能的优势,以及规模化生产后成本降低,预计其他车企 也有望在高镍三元电池技术中加入硅基负极来应用于中高端车型,假设高镍三元 正的装车占比为 40%,到 2025 年硅基负极在高镍三元电池的渗透率为 30%;
(3)在高端消费电子领域以及小动力电池领域(包括电动工具等),高端领域对成本敏 感性不高,对电池的能量密度和快充性能要求较高,有望推动硅基负极的渗透, 我们假设 2025 年硅基负极的渗透率为 25%;
(4)根据石大胜华 2021 年 11 月会 议纪要,按添加量 10%的硅计算,1GWh 的 4680 电池大概需要消耗 750 吨左右 的硅碳负极材料。综上,我们预计 2025 年硅基负极的需求量有望达到 26 万吨。
企业积极布局,有望逐步放量。硅基负极前景较好,从布局企业来看,传统石墨 类负极企业如贝特瑞、璞泰来等企业布局较早;同时也有电池和其他领域的公司 如宁德时代、国轩高科等企业跨界进入。从进度上看,已有少量产能释放,多数项目推进顺利,正在进行中试,有望逐步放量满足下游需求。











 智钛公众号
智钛公众号 智钛小程序
智钛小程序