
猜你喜欢
01
硬质涂层革命和CBN刀具涂层的意义
1969年,西德克虏伯公司和瑞典山特维克公司研制的TiC涂层硬质合金刀片初次投入市场。1970年后,美国、日本和其他国家也都开始生产这种刀片。三十余年来,涂层技术有了很大的进展。PVD(物理气相沉积,Physical Vapor Deposition)硬质涂层由第一代(TiC、TiN)、第二代(TiAlN、AITiN)已发展到第三代(TiAlN/TiN多层梯度结构)、第四代(纳米氧化物多层)产品。涂层膜中的氧化物、氮化物、复合碳氮氧化物,由于其高硬度、高耐热、耐磨损、摩擦系数小等特征,极大地提高了刀具的加工效率和表面质量,推动了新世纪以来的现代制造业的技术革命。
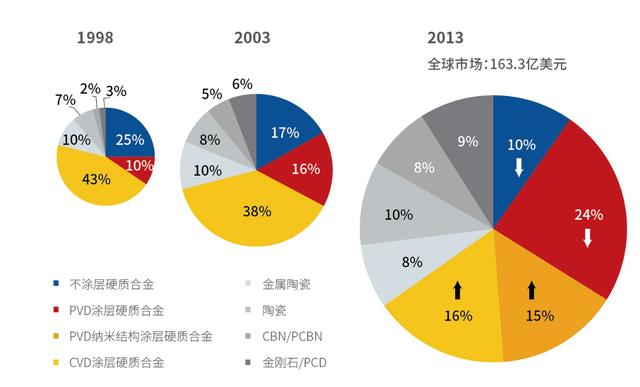
硬质和超硬涂层国际市场细分
1980年,住友和巴尔查斯开始合作研发CBN刀具表面硬质涂层产品和工艺。目前,住友、三菱、京瓷、泰珂洛等日本刀具企业在对淬火钢、球墨铸铁、粉末冶金、以及耐热合金等难加工材料的CBN刀片上均有针对性的涂层。WSS紧跟市场步伐,在与浙江万里扬股份有限公司齿轮硬车加工方案的合作中,通过不断研究与分析,针对被加工件选定了涂层材料及加工工艺,为客户降本的同时,提升了加工效率。充分证实了CBN硬质涂层发展的市场前景。
涂层对PCBN刀具切削淬硬钢零件时有效加工寿命的影响:其中O为100Cr6 HRC62(德国钢号,相当于轴承钢GCr15),◇为AISI330 HRC50(美国牌号,相当于耐热不锈钢1Cr16Ni35),*为16MnCr5 HRC60(德国牌号,相当于国产齿轮、蜗杆、密封轴用钢16CrMnH),钢号标识后面括号中的数字代表了不同的涂层类型和结构。


各种概念和成分的PVD涂层微观结构
虽然立方氮化硼是除金刚石之外最硬的材料,但是作为PCBN材料制备当中必须的结合剂却是PCBN在切削应用中的弱点所在。特别是在断续切削工况下使用到的高韧性的PCBN材料,往往采用钛基合金、钴基合金、甚至是铝作为结合剂,这些金属基的结合剂的硬度和耐磨性比较差,而AlTiN和Al2O3之类的涂层就能很地弥补这个弱点。另外,还有些涂层能够起到隔热和润滑的效果,能够减少切屑瘤在刀具表面的黏着,提高刀具高温干切削效率和寿命。

高效能切削刀具开发中的系统性评估和设计
威士(WSS)根据多年在超硬材料刀具的市场实践、学习调研、测试分析,针对难加工材料加工中刀具的不同失效模式,形成了具有自主知识产权的涂层结构和工艺,能够很好地解决高精度高速切削和高硬度断续切削过程中的崩刃和月牙洼磨损等问题,大幅度提升刀具使用寿命。
做刀具其实是在做材料:研究超硬材料、研究结合剂材料、研究涂层材料、研究工件材料,研究各种材料之间的配合、融合、刚柔并济、相生相克。











 智钛公众号
智钛公众号 智钛小程序
智钛小程序