
猜你喜欢
超高分子量聚乙烯 (UHMWPE) 一般指黏均分子量在100万以上的线性长链聚乙烯材料,具有高强度、耐冲击、耐磨损、自润滑、耐化学腐蚀、耐低温等优异性能,主要制品有纤维、薄膜、管材、板材、棒材、多孔材和异型材等,广泛用于航空航天、国防军工、海洋工程、轨道交通、市政建设、石油化工、矿山冶金电力、新能源材料等领域。近年,由于UHMWPE催化、聚合工艺技术的提升,产品质量逐步可调可控;同时UHMWPE加工各种制品的能力也不断改进、创新,下游的应用领域和数量逐年提高。本文系统介绍了UHMWPE催化聚合以及下游纤维、隔膜、管材、型材等制品的加工、应用和发展趋势。要说明的是,文中涉及的UHMWPE也包括分子量在100万以下的树脂及制品,这类材料与分子量在100万以上的树脂及制品具有类似的优异性能和加工方法。同时,那些以UHMWPE为基材,进行物理、化学改性的树脂及下游制品材料均为本文讨论的范围。
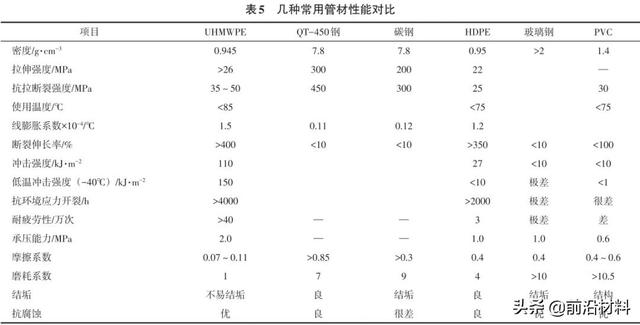
一、UHMWPE管材UHMWPE 管材以其突出的耐腐蚀性、耐热、耐磨、对输送介质无污染性、使用寿命长、制造安装费用低等优异性能,在石油化工、河海疏浚、尾矿输送、海洋浮标等领域得到了广泛的应用,图10列出几种UHMWPE管材的典型应用领域。
1.模压成型
(1)模压成型工艺
模压成型是UHMWPE最早采用的加工方法,工艺流程如图12所示。该方法不受树脂原料分子量、流动性等的影响,生产的制品内应力和翘曲变形小,且设备简单、生产成本低,缺点是生产效率低。

除传统的模压成型工艺外,板材的制备方法还有:①挤出成型。利用柱塞挤出机进行往复间歇式挤出或螺杆挤出机进行连续挤出;②气辅挤出成型。螺杆挤出过程中,在模具与熔体物料之间注入稳定气体,提供壁面全滑移边界条件,降低熔体与流道间摩擦阻力;③超声粉末模压法。利用超声振动使粉末自身快速加热塑化后再模压成型;④高速冲击模压成型。在近熔点温度下,对充满粉料的模具进行高速冲击后进行烧结成型。上述方法均可提高板材生产效率,但都不易成型较大制品,在实际生产中受到了限制。(2)板材改性技术
UHMWPE板材表面硬度低、易疲劳磨损、耐热性与抗蠕变性差,制约了其在某些特定环境下的应用。为了改善这些不足,国内外学者对模压树脂或产品改性做了大量研究,主要方法有聚合改性、填充改性、交联改性等。利用新型催化剂或原位聚合法从催化聚合阶段对UHMWPE树脂改性可以制备特定分子链结构的树脂或在分子尺度上混合均匀的复合改性树脂,但技术壁垒较高;填充改性简便易行,不过存在填料团聚或相容性差的问题;交联改性可较好的改善耐磨及耐热性,其中,化学交联对交联剂用量较为敏感,而辐射交联后残余的不稳定自由基与氧化性组分发生氧化反应而降解对复合材料的性能影响。本文作者课题组通过固相接枝、有机无机杂化等方法制备了具有良好的自润滑性、导热性、耐磨性、抗蠕变性和抗承载能力的UHMWPE复合材料,克服了重载高速摩擦过程中产生的大量摩擦热积聚无法传导和发生塑性变形而带来安全隐患的问题,成功制备了可满足公路、铁路桥梁支座等用途的高耐磨、高承载、可承受长累积位移的UHMWPE型材。2.注塑成型
(1)注塑成型工艺
注塑成型是大规模制备各种UHMWPE耐磨型材最高效的生产方式。与普通塑料相比,UHMWPE注塑成型存在以下难点:树脂难进料、难塑化;熔体黏度大、易堵塞;注塑充模难压实;产品冷却易变形。日本三井石油化学公司于20世纪70年代实现了UHMWPE的注塑成型并商业化,其注塑技术实际上是柱塞注射与压缩模塑相结合,存在塑化差、传热慢、成型周期长的缺陷;后来又开发了往复式螺杆注塑技术,利用往复式螺杆对熔体进行剪切和拉伸,解决了塑化差等问题。80年代北京塑料研究所改进往复式螺杆利用高压高速注射技术完成了UHMWPE注塑,但由于国产注塑机锁模力不高、操作系统落后,注塑的产品稳定性差。另有采用柱塞推压注射机、多联柱塞式注射机、柱塞冲压注射机进行UHMWPE注塑成型,但存在塑化效果差、成型周期长、熔胶量小等缺点。近些年,有企业利用往复式螺杆注塑机对流动改性的UHMWPE进行注塑生产,但到目前为止,注塑技术依然没有在UHMWPE领域大规模应用。
研究表明,加料段螺槽等深,压缩段螺槽深度渐浅,均化段分为深螺槽和浅螺槽两段,喷嘴分为圆柱腔、锥形腔、喷嘴孔和倒锥形腔的设计,可促使物料在机筒内逐步塑化并实现顺利注射,采用动模腔技术,充模时模腔扩大,锁模时压紧模腔,使熔体压实可有效改进制品收缩问题。螺杆注塑机各工艺参数对制品拉伸性能影响的顺序为注射压力>注射速度>计量段温度>螺杆转速。
本文作者认为,UHMWPE易打滑,可采用深螺槽设计进料;合理的螺杆与筒体间距可实现高黏度熔体充分剪切熔融并避免螺杆抱死;合适的喷嘴直径可提供充分的剪切且避免出料不畅;合适的射胶压力、锁模力,可保证充满模腔而不溢料;高模温充模、渐降模温保压的变模温技术也可有效解决产品缩水问题。(2)注塑原材料改性技术
对注塑级树脂改性的焦点多集中在改善流动性上,包括聚合改性和共混改性。如采用新型催化、聚合工艺制备双峰聚乙烯、含溶剂油树脂、含润滑改性剂树脂等;再者就是采用与具有改善基体流动性的组分进行共混改善UHMWPE材料的加工性能。HDPE 与 UHMWPE 有 较 好 的 相 容 性 ,UHMWPE/HDPE共混是UHMWPE流动改性较为便捷有效的方法;纳米粒子使复合材料兼具有机、无机、纳米材料的特点,利用原位聚合引入纳米粒子,可制备分散均匀的注塑级复合材料;利用单活性中心等新型催化聚合技术开发具有兼具窄分子量分布和长链支化结构、具有低缠结度的新型树脂,可解决加工性能与力学性能之间的矛盾,也是一个值得期待的研究方向。
提高树脂流动性可避免熔胶、注射困难等问题,充模方式还要解决制品结构不紧密、缩水严重等问题。流动性改性与注塑工艺、设备的配套,才能最终形成综合性能稳定、优良的注塑件制品。3.人工关节
目前市场上超过90%的人工关节材料中的衬垫为UHMWPE材料,全球每年约有三百万次的关节置换手术,UHMWPE部件的磨损和损坏是影响人工关节寿命的主要因素。(1)制备工艺
UHMWPE人工关节可采用柱塞挤出和模压成型两种方式制备基材,然后改性机加工后得到人工膝关节、髋关节等制品。模压成型的UHMWPE具有各向同性的晶体取向,而柱塞挤出的材料晶体形态随着距中心线的距离而略有变化,这些晶体形态的不同可能会导致疲劳裂纹扩展行为方面的细微差异,从而对骨溶解现象产生影响。因此,使用模压UHMWPE成型是目前制造人工关节的主流。(2)研究进展
UHMWPE于1960年被首次应用于制作人工关节衬、垫。目前,UHMWPE基础树脂的耐磨性能还不能完全满足关节的长时间使用,美国麻省总医院等研究机构和企业开发了交联UHMWPE,大幅降低了关节磨损,于1998年首次获得食品药品监督管理局(FDA)批准进入临床应用。随后,欧美国家又发明了维生素E聚乙烯,兼备抗氧化和耐磨性能,于2009年获得FDA批准进入临床使用。我国从 1990 年起逐渐使用 UHMWPE 制作关节衬垫,但国产UHMWPE的分子量、成型加工工艺以及关节制造工艺等都较落后,人工关节临床使用寿命短 (平均五年左右),磨损等导致的并发症严重。通过熔融退火增加UHMWPE的缠结密度可改善其非晶区微观结构,从而减少UHMWPE的骨溶解(即因磨损产生的磨渣);但是,熔融退火的效果有限,不能有效维持较高的缠结状态,采用辐照交联降低大规模塑性变形所需的链迁移率,可减慢表面碎屑的形成;然而,辐照后或辐照过程中的二次热加工熔化会导致材料的氧化降解,引起结晶度和强度的下降,使用维生素 E 作为医用级UHMWPE的抗氧化剂可消除高交联UHMWPE人工关节中残留自由基。近期,研究人员发现黄酮类天然抗氧化剂芦丁、槲皮素和茶多酚比维生素E的抗氧化性好。本文作者课题组与国内人工关节的重点研究单位和企业合作,首先获得分子量及分布和粒径及分布合理、金属残留和综合性能符合植入级标准要求的UHMWPE树脂;同时开展模压成型、辐照交联及抗菌、抗氧化等方面的改性研究。
三、UHMWPE专利申请本文作者课题组通过关键词与分类号结合的方法,选择智慧芽数据库对UHMWPE相关的国内外专 利 进 行 检 索 。通 过 国 际 专 利 文 献 中 心(INPADOC) 同组去重,共检索到专利 29665 组。
其中,发明专利25233组,实用新型4421组,外观设计专利11组。其中纤维相关专利11083组,膜相关专利7930组,催化剂相关专利2524组,人工关节相关专利1782组,板材相关专利1549组,管材相关专利1355组及其他专利。自2001年以来UHMWPE专利申请呈不断上升趋势,尤其是2017年及2018年,每年申请量将近3000件,从侧面说明UHMWPE研发与应用处于快速上升阶段。从UHMWPE专利的主要申请人来看,申请最多的为DSM公司,其次为日本住友、中国石化、巴斯夫、日本东丽等公司。国内企业专利申请及布局上落后于国外企业,需大力加强知识产权保护意识,增加专利申请及布局;从应用领域的申请来看,生物医用方面申请的专利最多,主要为关节材料,另外还有防弹材料、面料、缆绳等方面,表明医用材料技术含量高,关注度日益提升,同时传统的防弹材料等仍然处于快速发展中;从专利申请国家来看,申请数量最多的是中国,其次为美国、印度,表明中国的UHMWPE研发及应用最为活跃,竞争最激烈,但是在中国申请的专利中,申请人多是外企,本土企业及研究院所在专利申请及布局方面还需进一步提升。
四、结语目前全球UHMWPE树脂的产量约20万吨,我国UHMWPE的产量约5万吨,到2025年,国际及国内的产量均有望提升50%。但在聚烯烃材料领域中UHMWPE还属于小众产品,究其原因,主要还在于加工条件的苛刻导致其高的生产成本,不适用于大众化推广;另外一些性能上的劣势,如耐热性差、产品容易蠕变等也限制了其在某些高端领域的应用。随着树脂解缠结聚合技术与功能化改性技术的提升,UHMWPE制品加工装备与工艺技术的不断升级 , UHMWPE 的发展将越来越好。我国UHMWPE材料的应用与研发均处于国际前列,在未来几年,有效落实产研结合,实现技术突破与创新,引导产业健康发展将有利于推动我国UHMWPE材料的更大进步。
本文作者:王新威 张玉梅 孙勇飞 巩明方 王原 茆汉军 王萍
更多精彩内容请关注“前沿材料”公众号










 智钛公众号
智钛公众号 智钛小程序
智钛小程序